焊接小技巧-管路補(bǔ)償接頭_滄州五森管道有限公司
商務(wù)部電話:15931706007
一、焊接工藝問(wèn)題及解決措施
1.1 厚板與薄板的焊接
1、用熔化極氣體保護(hù)(GMAW)和藥芯焊絲氣體保護(hù)焊(FCAW)焊接鋼制工件時(shí),如果工件的板厚超過(guò)了焊機(jī)可以達(dá)到的最大焊接電流,將如何進(jìn)行處理?
解決的方法是焊前預(yù)熱金屬。采用丙烷、標(biāo)準(zhǔn)規(guī)定的氣體或乙炔焊炬對(duì)工件焊接區(qū)域進(jìn)行預(yù)熱處理,預(yù)熱溫度為150~260℃,然后進(jìn)行焊接。對(duì)焊接區(qū)域金屬進(jìn)行預(yù)熱的目的是防止焊縫區(qū)域冷卻過(guò)快,不使焊縫產(chǎn)生裂紋或未熔合。
2、如果需要采用熔化極氣體保護(hù)焊或藥芯焊絲氣體保護(hù)焊將一薄金屬蓋焊接在較厚鋼管上,進(jìn)行焊接時(shí)如果不能正確調(diào)整焊接電流,可能會(huì)導(dǎo)致兩種情況:
一是為了防止薄金屬燒穿而減小焊接電流,此時(shí)不能將薄金屬蓋焊接到厚鋼管上;二是焊接電流過(guò)大會(huì)燒穿薄金屬蓋。這時(shí)應(yīng)如何進(jìn)行處理?
主要有兩種解決方法。
① 調(diào)整焊接電流避免燒穿薄金屬蓋,同時(shí)用焊炬預(yù)熱厚鋼管,然后采用薄板焊接工藝對(duì)兩金屬結(jié)構(gòu)進(jìn)行焊接。
② 調(diào)整焊接電流以適合于厚鋼管的焊接。進(jìn)行焊接時(shí),保持焊接電弧在厚鋼管上的停留時(shí)間為90%,并減少在薄金屬蓋上的停留時(shí)間。應(yīng)指出,只有當(dāng)熟練掌握這項(xiàng)技術(shù)時(shí),才能得到良好的焊接接頭。
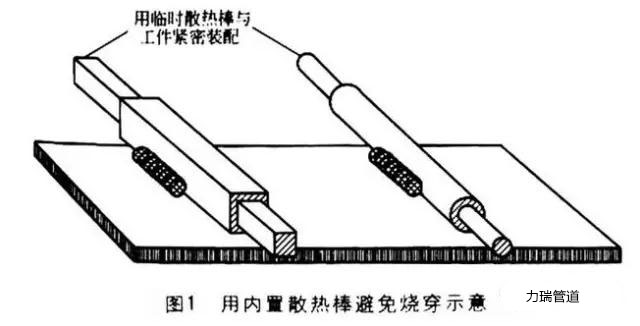
3、當(dāng)將一薄壁圓管或矩形薄壁管件焊接到一厚板上時(shí),焊條容易燒穿薄壁管部分,除了上述兩種解決方法,還有其他的解決方法嗎?
有,主要是在焊接過(guò)程中采用一個(gè)散熱棒。如將一個(gè)實(shí)心圓棒插入薄壁圓管中,或?qū)⒁粚?shí)心矩形棒插入矩形管件中,實(shí)心棒將會(huì)帶走薄壁工件的熱量并防止燒穿。一般來(lái)說(shuō),在多數(shù)供貨的中空管或矩形管材料中都緊密安裝了實(shí)心圓棒或矩形棒。焊接時(shí)應(yīng)注意將焊縫遠(yuǎn)離管子的末端,管子的末端是最易發(fā)生燒穿的薄弱區(qū)域。用內(nèi)置散熱棒避免燒穿的示意如圖1所示。
4、當(dāng)必須將鍍鋅或含鉻材料與另一零件進(jìn)行焊接時(shí),應(yīng)如何進(jìn)行操作?
最佳工藝方法是焊前對(duì)焊縫周?chē)鷧^(qū)域進(jìn)行銼削或打磨,因?yàn)殄冧\或含鉻金屬板不僅會(huì)污染并弱化焊縫,而且焊接時(shí)還會(huì)釋放出有毒氣體。
1.2 容器及框架結(jié)構(gòu)的焊接
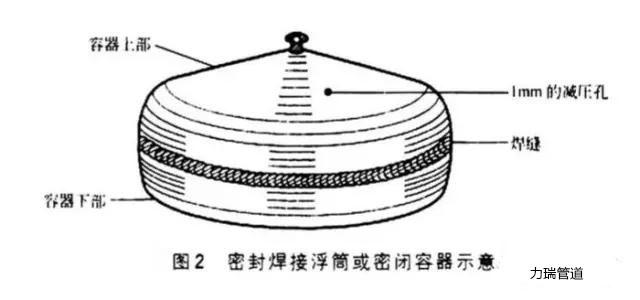
1、如果采用焊接工藝方法(例如釬焊)密封一個(gè)浮筒或密封一個(gè)中空結(jié)構(gòu)的末端,在進(jìn)行焊縫的最后密封時(shí),為了防止熱空氣進(jìn)入容器而導(dǎo)致容器爆裂,將如何處理?
③首先在浮筒上鉆一個(gè)直徑1.5mm的減壓孔,以利于焊縫附近的熱空氣與外部空氣流通,然后進(jìn)行封閉焊接,最后焊密封減壓孔。密封焊接浮筒或密閉容器的示意如圖2所示。當(dāng)焊接儲(chǔ)氣容器結(jié)構(gòu)時(shí),也可以采用減壓孔。應(yīng)注意的是,在密閉容器中進(jìn)行焊接是十分危險(xiǎn)的,焊前應(yīng)確保容器或管子內(nèi)部清潔,并避免有易燃易爆物品或氣體存在。
2、當(dāng)需要采用熔化極氣體保護(hù)焊、藥芯焊絲氣體保護(hù)焊或鎢極氬弧焊將屏柵、金屬絲網(wǎng)或延伸金屬焊接到鋼結(jié)構(gòu)框架上,進(jìn)行焊接時(shí)金屬絲網(wǎng)容易產(chǎn)生燒穿和焊縫未熔合現(xiàn)象,應(yīng)如何進(jìn)行處理?
① 在金屬絲網(wǎng)或延伸金屬上放置非金屬墊圈并且將墊圈、金屬絲網(wǎng)和框架夾緊在一起,不允許采用含鉻或鍍鋅墊圈,墊圈應(yīng)采用未涂敷的,見(jiàn)圖3(a)。
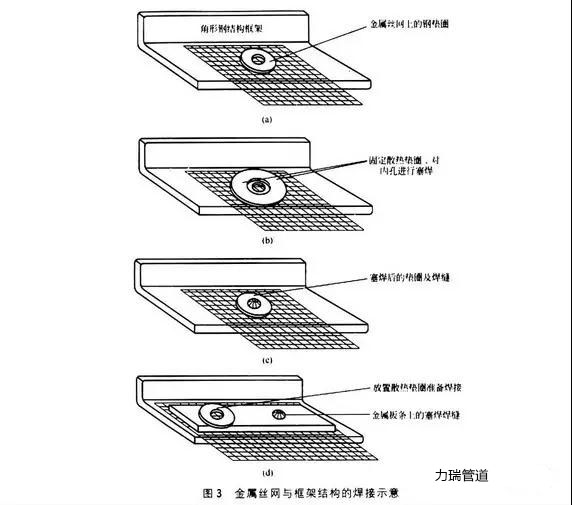
② 在被焊位置的墊圈上部放置一個(gè)更大的墊圈作為散熱片。上墊圈應(yīng)具有一個(gè)比下墊圈更大的孔,以避免上墊圈也被焊接在一起。然后通過(guò)墊圈的兩個(gè)孔進(jìn)行塞焊,應(yīng)使焊縫處于下墊圈部分。操作者可以采取一些其他的方法得到足夠的熱量并進(jìn)行焊接,注意要防止周?chē)翓呕蚪饘俳z網(wǎng)燒穿,見(jiàn)圖3(b)和(c)。
③ 另一種方法是采用一個(gè)帶孔的金屬板條,將孔對(duì)準(zhǔn)需要焊接的部位,并放置散熱墊圈,然后進(jìn)行塞焊,見(jiàn)圖3(d)。
1.3 焊接構(gòu)件的修補(bǔ)
1、除了采用常用的啟釘器,還有哪些方法可以移除損壞或生銹的螺釘? 這里主要介紹兩種方法。
① 如果安裝的螺釘在加熱時(shí)不會(huì)損壞,可以用氧-乙炔焊炬加熱戀螺母及其裝配件直到紅熱狀態(tài),然后迅速水淬以利于清除螺釘,在這個(gè)過(guò)程中可能需要幾次的加熱,冷淬循環(huán)過(guò)程。
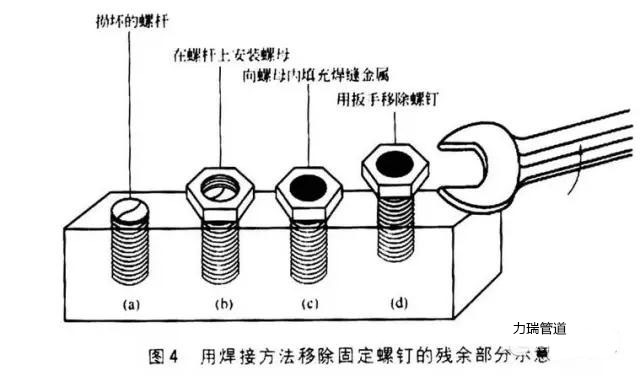
② 如果螺釘槽、螺母或牙槽損壞或丟失,可以在螺釘頭的上部(或殘余部分)放置一個(gè)螺母,旋緊螺母,然后采用任何焊接方法在螺母和螺釘?shù)膬?nèi)部填充金屬。這樣就會(huì)將螺母和螺釘殘余部分連接起來(lái),然后在螺母上放置扳手或牙鉗,迅速拔出螺釘。采用這種方法有利于提供一個(gè)新的握力點(diǎn)并可利用熱量使螺釘緊固,用焊接方法移除固定螺釘?shù)臍堄嗖糠质疽馊鐖D4所示。
2、如果有一個(gè)磨損的曲軸,用焊接進(jìn)行修復(fù)加固的最好方法是什么?
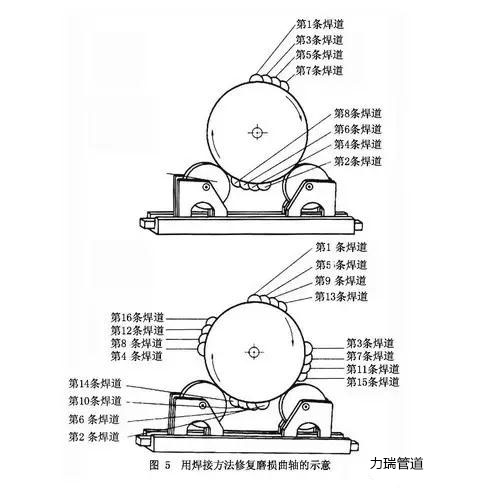
修復(fù)磨損的曲軸時(shí)可以采用熔化極氣體保護(hù)焊、藥芯焊絲氣體保護(hù)焊或鎢極氬弧焊方法。但是要得到滿意的堆焊焊道形狀,必須注意以下4方面的要求。
① 使堆焊焊道方向與曲軸軸線平行。
② 先在曲軸下部堆焊一條焊道,然后旋轉(zhuǎn)曲軸180°堆焊下一條焊道,這樣可以平衡焊接應(yīng)力,并可顯著消除焊接熱變形。應(yīng)注意的是,在第一條焊道上進(jìn)行順序堆焊將會(huì)引起曲軸翹曲。該堆焊工藝適合于對(duì)滾輪曲軸進(jìn)行修復(fù)和焊補(bǔ)。
③ 兩條焊道之間必須保持30%~50%的熔敷金屬重疊量,以保證焊接修復(fù)后機(jī)加工時(shí)保持焊道表面的平滑。
④ 采用手工電弧焊和藥芯焊絲氣體保護(hù)焊時(shí),必須用毛刷或切削的方法清理焊道之間殘留的焊劑。
除上述曲軸修復(fù)方法,還可以采用在曲軸的每90°位置增加一條堆焊焊道,以進(jìn)一步減小焊接變形。在青銅或銅制零部件修復(fù)中,添加釬縫金屬比采用堆焊的方法在消除應(yīng)力和變形方面更加有利。用焊接方法修復(fù)磨損曲軸的示意見(jiàn)圖5。
3、如果有一個(gè)鋼制軸承件卡在設(shè)備中,并且不想報(bào)廢該設(shè)備,應(yīng)如何采用焊接方法進(jìn)行去除軸承?
首先在軸承的內(nèi)表面焊接一條焊道,靠焊道拉伸力減小軸承直徑,外加焊接過(guò)程的熱量應(yīng)可使軸承活動(dòng)。直徑10cm的管如果在內(nèi)表面布滿焊道將會(huì)使鋼管直徑收縮1.2mm。采用焊接方法清除卡住軸承的示意如圖6所示。

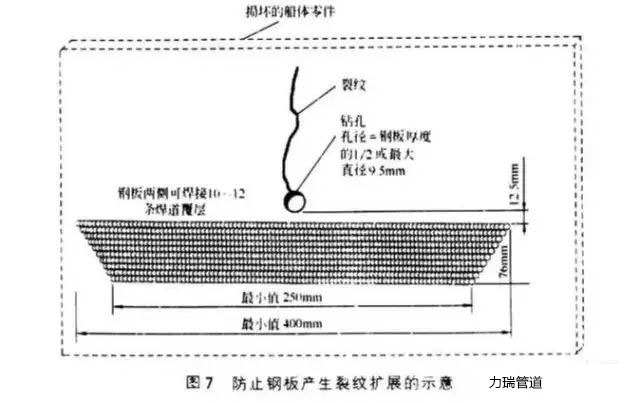
4、油罐或船板結(jié)構(gòu)經(jīng)常會(huì)產(chǎn)生裂紋,應(yīng)如何防止?
首先在裂紋末端鉆一個(gè)小孔,以利于在較大的范圍內(nèi)分散末端的應(yīng)力,然后焊接一系列長(zhǎng)度不等的多道焊縫,增加裂紋前端鋼板的強(qiáng)度。防止鋼板產(chǎn)生裂紋擴(kuò)展的示意見(jiàn)圖7。
2.1 加強(qiáng)板的定位及加厚
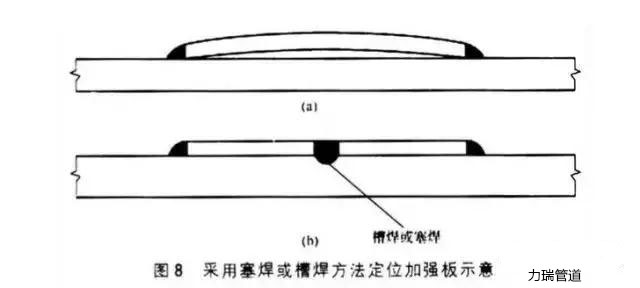
1、焊接加強(qiáng)板經(jīng)常被焊接到鋼板(基板)的表面,加強(qiáng)板外邊緣的角焊縫容易使加強(qiáng)板的中心部位翹起,離開(kāi)鋼板表面并產(chǎn)生角變形,如圖8(a)所示。這種現(xiàn)象會(huì)增加機(jī)加工和車(chē)削加工的難度,應(yīng)如何解決這個(gè)問(wèn)題?
解決的方法是在加強(qiáng)板中間部位采用塞焊或槽焊,將加強(qiáng)板表面與基板表面貼緊,消除變形以利于進(jìn)行機(jī)械加工。采用塞焊或槽焊方法定位加強(qiáng)板示意如圖8(b)所示。
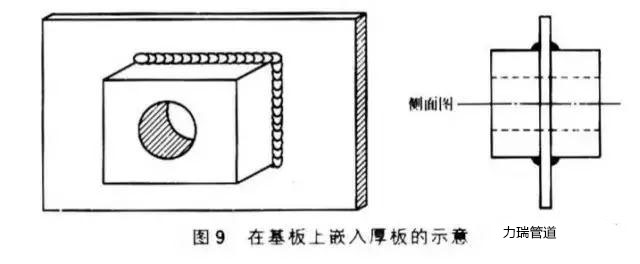
2、有時(shí)在基板的小區(qū)域內(nèi)需要對(duì)基板加厚,但加厚區(qū)域不能超過(guò)整個(gè)基板的面積,應(yīng)如何解決?
將一厚板金屬嵌入基板需要加厚的部位,然后采用焊接方法進(jìn)行固定。在基板上嵌入厚板的示意見(jiàn)圖9。這樣可以給后續(xù)的機(jī)械加工、鏜削加工或鉆孔提供足夠的厚度,并可以代替設(shè)備中的大厚度零件或鑄造件。
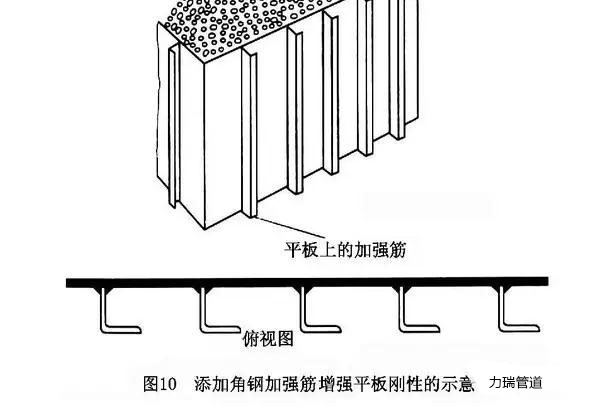
3、增強(qiáng)平板的剛性以承載負(fù)荷的標(biāo)準(zhǔn)方法是什么?
增強(qiáng)平板的剛性以承載負(fù)荷的標(biāo)準(zhǔn)方法是在平板上垂直焊接一系列的角鋼,添加角鋼加強(qiáng)筋以增強(qiáng)平板剛性,如圖10所示。
滄州五森管道設(shè)備有限公司 管路補(bǔ)償接頭 http://www.ylnq7.com.cn/
掃一掃,加微信